

Drevoobrábací stroj
„Pri jeho výrobe som sa snažil o čo najnižší podiel práce v strojárskej dielni, aj keď pri takejto skladačke sa nedá všetko vyrobiť doma ‚na kolene‘. Stroj obsahuje okružnú pílu do 100 mm pri použití pílového listu 300 mm, frézu na použitie obrábajúceho nástroja s maximálnym priemerom 160 mm a dlabačku s priečnym i pozdĺžnym posuvom 120 mm,“ píše náš čitateľ Róbert Kömlei.
Postup práce
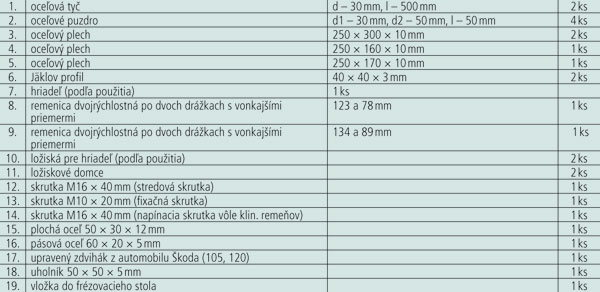
Rám stroja vyrobíme z hrubostenného Jäklovho profilu 60 × 30 × 3 mm.Strojová výroba zahŕňa tieto diely:
- dve oceľové tyče (č. 1) na konci s narezaným vnútorným závitom M12 do hĺbky 50 mm;
- štyri oceľové vodiace puzdrá (č. 2) s vnútorným priemerom 30 mm, vonkajším priemerom 50 mm a dĺžkou 50 mm;
- hriadeľ (č. 7) vyrobený a uložený v dvoch ložiskových domcoch (č. 11), pričom priemery a dĺžky nie sú uvedené, pretože sú variabilné podľa potreby používateľa;
- na jednom konci hriadeľa vyvŕtame otvor so závitom M16, do ktorého naskrutkujeme koncovku s kužeľom na nasadenie vŕtacej hlavy na použitie dlabacieho vrtáka. Na protiľahlom konci je na pero nalisovaná dvojrýchlostná štvordrážková remenica (č. 8) na použitie 13 mm klinových remeňov. Táto remenica s vonkajšími priemermi 123 a 78 mm je zaistená skrutkou M8 s potrebnou dĺžkou;
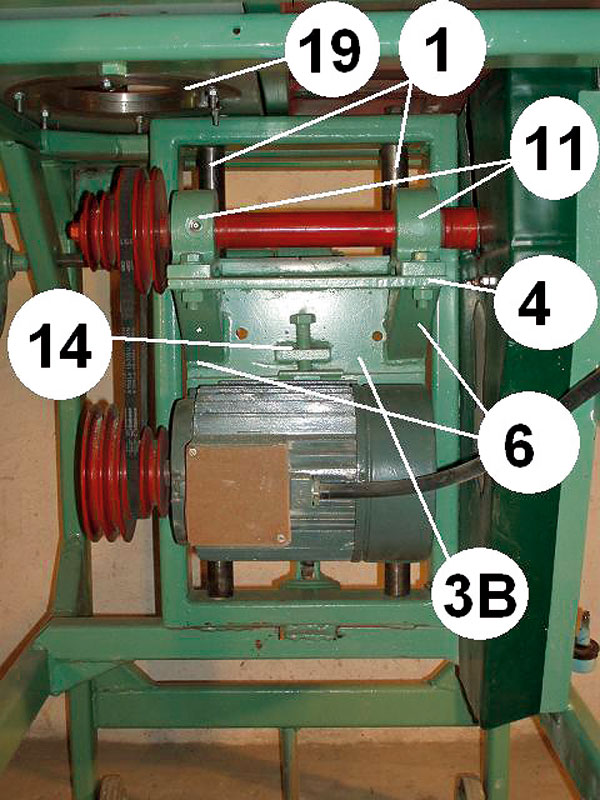
- poháňajúca remenica (č. 9) na elektromotore s výkonom 2,2 kW pri 2 865 ot./min. má priemery 89 a 134 mm. Tým získame na poháňanej remenici 4 922 ot./min. na frézovanie a 2 073 ot./min. na rezanie a dlabanie materiálu;
- oceľová vložka na použitie pri frézovaní (č. 19), ktorá je zospodu vsadená do frézovacieho stola a priskrutkovaná šiestimi skrutkami M6. Do tejto vložky vkladáme oceľové krúžky podľa veľkosti používanej frézy. Ostatné časti si môžeme prakticky vyrobiť aj sami v priemerne zariadenej domácej dielni.
 149308 |
 149307 |
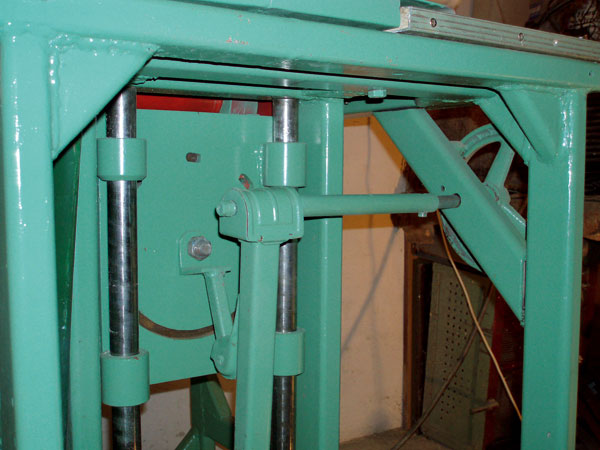
Zdvíhací a otočný mechanizmus
149318
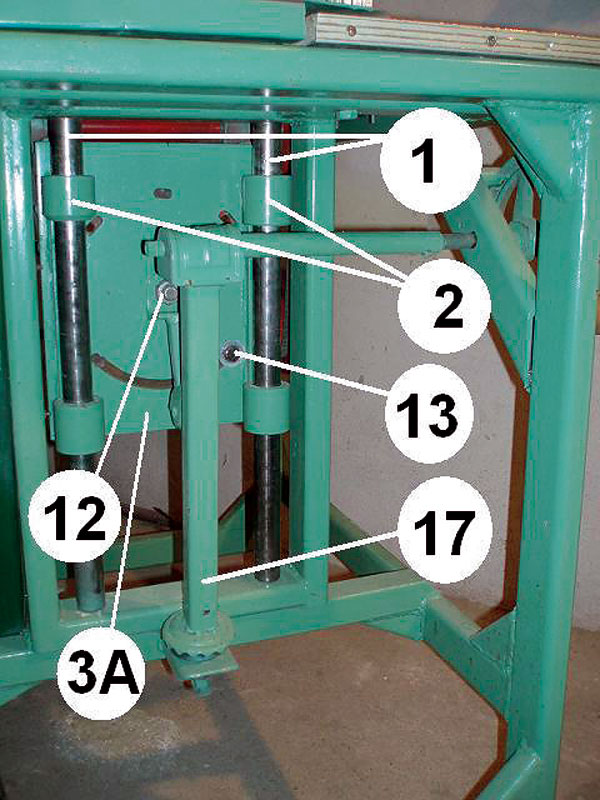
Pri výrobe celého zdvíhacieho a otočného mechanizmu dbáme na maximálnu možnú presnosť. Základom je uloženie oceľových tyčí (č. 1) do rámu. Rám vyrobíme zo štyroch kusov Jäklových profilov 60 × 30 × 3 mm s vnútorným rozmerom 270 × 500 mm. Do neho vyvŕtame 12 mm otvory vo vzdialenosti maximálne 200 mm a priskrutkujeme k nim tyče (č. 1). Praktickejšie je najprv vyvŕtať otvory a potom celý rám pozvárať. Na tieto oceľové tyče nasunieme oceľové puzdrá (č. 2), ku ktorým privaríme nosný plech (č. 3A). Dôležité je, aby sa po zváraní tieto puzdrá voľne pohybovali po celej dĺžke oceľových tyčí. V strede oceľového plechu (č. 3A) vyvŕtame otvor s priemerom 16 mm. Stred nám poslúži ako základ na presné rozvrhnutie ďalších otvorov s polomerom 50 mm. V dolnej časti vyvŕtame a vytvoríme súvislú drážku v dĺžke 1/4 kružnice a šírke 10 mm, v ktorej sa bude pohybovať skrutka s podložkou (č. 13). Poslúži nám ako fixačná skrutka po preklopení plechu (č. 3B) o 90° a na použitie stroja na frézovanie. Vo vrchnej časti vyvŕtame na pomyselnej kružnici ďalšie dva 10 mm otvory, ktorými po vložení a utiahnutí skrutiek zaistíme plechy proti posunutiu pri práci so strojom.
{R1}
Plech č. 3B je kópiou plechu č. 3A. V strede a vo vrchnej časti sú totožné otvory. K tomuto plechu je privarený 20 mm od vrchu v 90° uhle plech č. 4, v ktorom sú vytvorené otvory na priskrutkovanie hriadeľa (č. 7) v ložiskových domcoch (č. 11). Plech (č. 4) je ešte vystužený dvoma Jäklovými profilmi (č. 6) zrezanými v potrebnom uhle a privarenými k plechom (č. 3B a 4). V ľavej dolnej časti v pomyselnej kružnici urobíme otvor so závitom M10, do ktorého zaskrutkujeme cez plech (č. 3A) skrutku (č. 13). Ďalšie štyri otvory so závitom M10 slúžia na fixáciu plechu (č. 5), na ktorom je prichytený elektromotor. V plechu (č. 5) urobíme štyri pozdĺžne otvory s priemerom 10 mm a s dĺžkou 40 mm.
149310
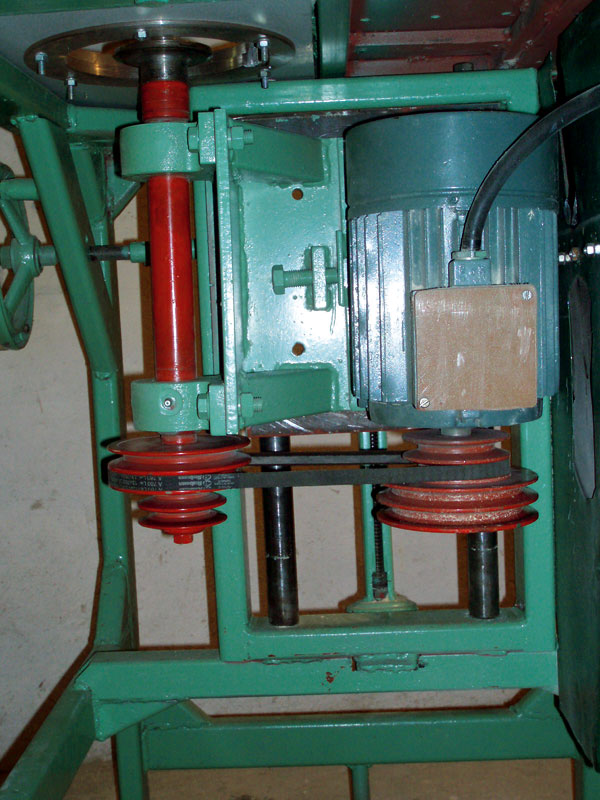
Pri uvoľnení fixačných skrutiek nám slúžia ako vodidlá pri posuve plechu (č. 5), a tým aj pri napínaní klinových remeňov. Skrutka M16 (č. 14) zaskrutkovaná do plochej ocele (č. 15) a privarená k základni slúži ako napínacia skrutka klinových remeňov. Vo vrchnej časti plechu (č. 5) je vytvorený otvor dlhý 40 mm s rádiom R 26. V jeho strede je založená skrutka M16 (č.12), ktorú zaistíme proti pretočeniu práve týmto plechom, pričom táto skrutka je použitá ako stredová skrutka pri pretáčaní plechu č. 3B o 90°. Privarená pásová oceľ (č. 16) slúži ako opora skrutky (č. 14) pri napínaní remeňov. Polohu elektromotora s remenicou nalisovanou na pero a priskrutkovanou na plech (č. 5) neuvádzame, pretože pri každom type motora je individuálna. Na zdvíhanie celého mechanizmu sa použije zdvihák zo škodoviek typu 105/120, skrátený o potrebnú časť.

149315
Ak sa rozhodneme pre manipuláciu so zdvíhaním z boku stroja, musíme uvoľniť odbrúsením zvaru hornú prevodovú časť a po otočení o 90° nanovo privariť. Osku v prevodovke vymeníme za dlhšiu skrutku, prispôsobíme ju namontovaniu ozubeného kolieska a zabezpečíme ju proti vykĺznutiu maticou a kontramaticou. Na opačný koniec skrutky privaríme dlhšiu tyč, ktorú vyvedieme na bok stroja. Na tento koniec pripevníme kľuku, prípadne koleso z posúvačového ventilu. Pohybujúcu sa zdvíhaciu časť ešte pred zváraním zdviháka otočíme o 180° a jeho koniec skrátime podľa potreby. Potom na jeho koniec privaríme 40 mm časť z uholníka 50 × 50 mm (č. 19) tak, aby jedna strana uholníka pri státí zdviháka bola vo zvislej polohe. V strede zvislej časti uholníka vyvŕtame 16 mm otvor. Stredová skrutka M16 (č. 12) je založená z opačnej strany cez plech (č. 3B), plech (č. 3A), uholník (č. 18) a je zaistená plochou podložkou a maticou.

149314
Po výrobe rámu celého stroja (o spôsobe výroby a použití materiálu rozhodne každý majster sám) vytvoríme miesto na zdvihák a tam ho potom priskrutkujeme. Už pri jeho navrhovaní máme na zreteli vyrobenú zdvíhaciu a otáčajúcu sa časť. Pri montáži a najmä pri zváraní týchto častí musíme byť maximálne presní, aby sa obrábajúce nástroje pohybovali vo vodorovnej i zvislej rovine nami určenom rozsahu. Dlabacie zariadenie je vyrobené z dvoch rámov pohybujúcich sa v obidvoch rovinách na štyroch oceľových tyčiach s priemerom 16 mm, ktoré sú priskrutkované k týmto rámom.
Dolný rám
149313
Vyrobíme ho z Jäklovho profilu 30 × 60 × 3 mm a horný rám z uholníka 40 × 40 mm a priskrutkujeme k rámu. K nemu priskrutkujeme 5 mm hrubý plech, ktorý je vrchným dlabacím stolom. Medzi týmito rámami je 6 mm oceľový plech 150 × 150 mm. Na jednu stranu v pozdĺžnej rovine na krajoch privaríme oceľové puzdrá vyrobené z plochej ocele 30 × 12 mm narezanej na rozmer 30 × 30 × 12 mm s otvormi 16 mm. Na rube tohto plechu, v priečnej rovine na krajoch, sú privarené ďalšie štyri puzdrá, v ktorých sa tyče priskrutkované k rámom pohybujú. Odporúčame pri zváraní rámov postupovať tak, ako sme už spomenuli vyššie, a až po zvarení rámov privariť puzdrá k pohybujúcemu sa plechu medzi rámami. K vrchnému rámu v rohu bližšom k obrábaciemu stroju privaríme plochý kus ocele so zvislým otvorom s priemerom ovládacej tyčky dlabačky. Túto tyč cez otvor nasunieme ku spodku a z boku rámu priskrutkujeme guľový čap. Naň naskrutkujeme ovládaciu tyč s narezaným závitom. Takto získame potrebnú pohyblivosť ovládacej tyče.

149311
Prestavenie obrábacieho stroja z okružnej píly na frézu je veľmi jednoduché.
Pomocou plochého náradia vsunutého medzi klinový remeň a drážku remenice sa nám remeň otočením remenice uvoľní („vyzuje“). Remeň po preložení na požadovanú drážku remenice a otočení prakticky navlečieme do drážky bez uvoľnenia napínacej skrutky. Po uvoľnení skrutky (č. 13) na plechu č. 3A otočíme plech 3B o 90°. Po nastavení presného uhla a presnej výšky skrutku (č. 13) utiahneme, prípadne môžeme poistiť plechy proti pohybu skrutkou M10 v otvoroch v hornej časti týchto plechov. Vyrobíme a namontujeme ochranné plechy na otáčajúce sa časti. Zapojenie elektroinštalácie necháme na odborníka.






